
 当前位置:
当前位置: 热门产品

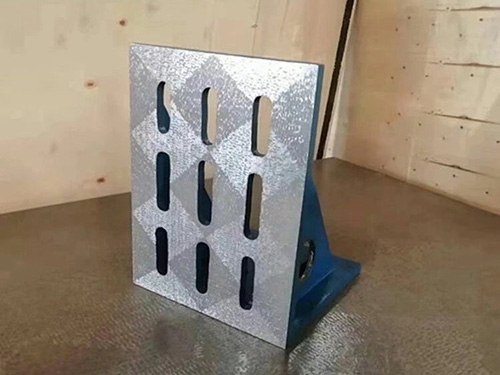






模具工艺要求:
与粘土砂相比,树脂砂铸件的外观质量取决于模具的质量,因此树脂砂对模具的质量要求较高。模具工艺主要满足树脂砂形状的需要:
加工余量:硬化树脂砂铸造刚度好,尺寸精度好,不易变形。因此,在选择工艺参数时,可以选择较小的加工余量,从而降低金属溶液的消耗和加工成本,从而提高铸件的尺寸精度。
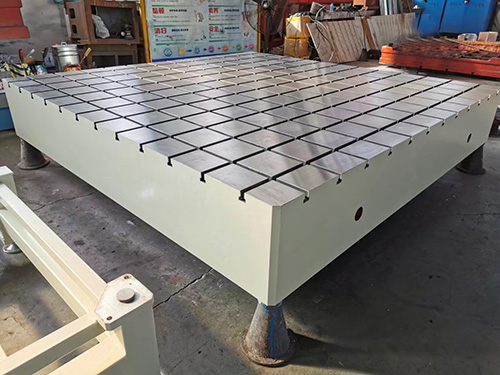
树脂砂型铸造机床体铸件的优点:树脂砂型钢度好,浇筑初期,砂型强度好。
机床铸件的铸造方法一般采用床体、柱、梁、滑台等消失模铸造工艺、树脂砂铸造、实体铸造、高口碑铸造等。
机床床身铸件的优点是:
1、均采用树脂砂和消失模锻造,单件40吨以上,年产量约8500吨。机床床身、工作台、柱、梁、龙门顶连接梁。
2、材料均为细灰铸铁HT200-HT300,高抗拉抗弯强度,让后顾之忧购买。
3、热处理工艺将铸件的应力变形降低到小度。应用趋于不变。
机床床身铸件的特点:
1、有力的,性能稳定。由于有利于铸铁的润滑和储油,石墨具有良好的性能。同样,由于石墨的性能稳定性优于钢。
2、工艺优良。适用于复杂的铸造结构或薄壁铸件,因为灰铸铁碳含量高,接近共晶成分,熔点低,流动性好,收缩率低。此外,由于石墨在切割过程中容易形成碎片,灰铸铁的切割加工性能优于钢。
硬度与抗拉强度的关系:灰铸铁硬度与抗拉强度的对应关系如下:
a、当O≥196N/mm2时;HB=RH(飞0004380b)(B1)
b、当0≥796N/mm2时;HB=RH(44O7240b)(B2)风格中的相对硬度(RH)铸件的冷却速度主要由原材料、熔化工艺、处理工艺和冷却速度决定。
机床铸件对消失模的要求:
1、涂料要求:采用水基石墨涂料,其波美度为60-70严禁在温室内涂漆,干燥前移动,防止变形。
2、刷涂要求:涂料搅拌均匀,刷涂时严谨露白。
3、涂层干燥:涂层干燥后应有足够的强度50-60℃的烘干24h。


公司名称:河北利娟工量具有限公司
公司网址:http://www.hblijuan.com
联系经理:张经理
客服热线:15231793288
公司地址:河北省沧州市泊头市交河镇封屯村


扫一扫
关注我们
Copyright © 2022-2023 http://www.hblijuan.com. All Rights Reserved 河北利娟工量具有限公司版权所有
冀ICP备2022007230号-1
